掃一掃")

動態(tài)")
大型、特大型高爐的出鐵場正在向平坦化、半平坦化的矩形鋼結(jié)構(gòu)(或鋼筋混凝土結(jié)構(gòu))平臺方向發(fā)展。因髙爐容積大小不同,出鐵場的布置、工程項目內(nèi)容、渣鐵溝形式和內(nèi)襯構(gòu)造有較大的差異。某廠380m3髙爐,一個鐵口,出鐵場的布置比較簡單。某廠4350m3髙爐4個鐵口,采用全平坦化鋼結(jié)構(gòu)矩形雙出鐵場,南北出鐵場對稱布置,且髙架公路直接通出鐵場場面。
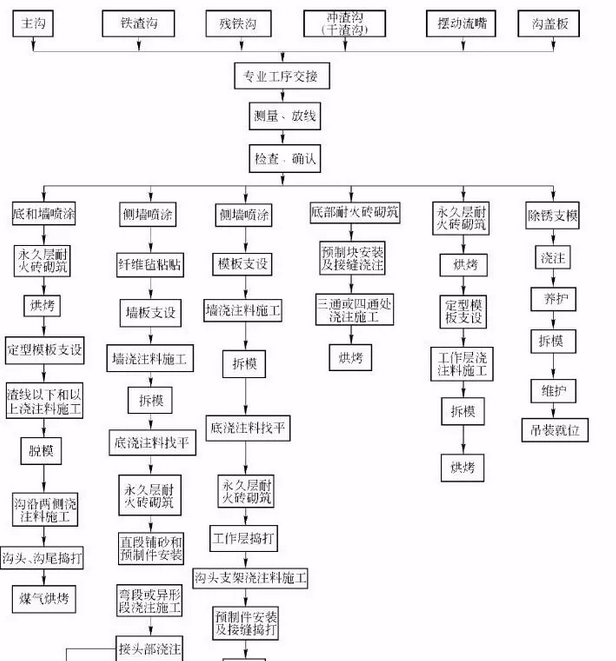
1、施工流程
出鐵場施工注意以下幾點:
(1)主溝、渣鐵溝和擺動流嘴等部位的永久層耐火磚中的碳化硅磚,應(yīng)在場外進(jìn)行預(yù)加工組裝后砌筑;
(2)澆注料施工前,專用攪拌機(jī)應(yīng)安裝就位并試車,達(dá)到攪拌條件;
(3)渣溝的本工序包括鋼筋綁扎和埋設(shè)件安裝;
(4)溝蓋板澆注料可在場外澆注,以縮短出鐵場施工工期。
2、主溝砌筑
主溝有固定主溝和活動主溝兩種形式。
主溝砌筑要點如下:
(1)進(jìn)行專業(yè)工序交接時,應(yīng)對主溝鋼殼的內(nèi)空尺寸、平整度和錨固件的焊接質(zhì)量進(jìn)行檢查,確認(rèn)后才可開始筑爐施工。
(2)鋼殼噴涂應(yīng)遵循噴涂作業(yè)操作規(guī)程。主溝噴涂先噴底部,待凝固后加以保護(hù),再噴涂側(cè)壁。側(cè)壁與底部噴涂層的交接面應(yīng)成直角,以保證永久層耐火磚砌筑接縫符合要求。
(3)永久層粘土磚先干擺砌筑,通過調(diào)整磚縫減少加工磚量,尤其是溝頭、溝尾及出鐵口、殘鐵口等部位。
(4)永久層碳化硅磚質(zhì)硬,現(xiàn)場加工困難,宜進(jìn)行預(yù)加工組裝,砌筑時“對號入座”。
(5)永久層磚砌筑后,應(yīng)用127mm鋼管制成的多孔燃燒器(在鋼管下部120°范圍內(nèi)開三排煤氣孔,煤氣孔孔徑3~5mm進(jìn)行預(yù)烘烤,烘烤溫度從常溫逐漸升至250℃,燒烤時間約18h,使基層保持干燥。
(6)工作層澆注料支設(shè)定型模具。模具使用前應(yīng)通過預(yù)拼裝、檢查驗收。安裝時,分段吊裝“對號入座”。安裝要準(zhǔn)確、牢靠、穩(wěn)定。模具表面應(yīng)涂刷脫模劑。
(7)主溝澆注料攪拌采用專用的快速攪拌機(jī),以達(dá)到攪拌均勻、快速施工并保證澆注質(zhì)量。推薦攪拌機(jī)的主要規(guī)格性能如下:
型號:KJB-500型
每次裝料容量1t
能力:25~30m3/h
攪拌裝置回轉(zhuǎn)速度:86.3r/min
(8)主溝澆注料運(yùn)料小車應(yīng)與快速攪拌機(jī)配套使用,推薦運(yùn)料小車的主要規(guī)格性能如下:
型號:YCL型
載重1t
行走速度:22.2m/min
(9)澆注料采用插入式振動器振搗。主溝澆注分渣線以上和渣線以下兩次進(jìn)行(兩種材質(zhì))。一條主溝兩種材質(zhì)的澆注料應(yīng)連續(xù)澆注,一次成型。
(10)澆注料養(yǎng)護(hù)后,可對定型模板進(jìn)行預(yù)烘烤,烘烤溫度從常溫逐步升至250℃,約烘烤16h(烘烤管道已附在定型模板上),便于脫模。
(11)脫模后用溫風(fēng)干燥機(jī),進(jìn)行工作層澆注料烘烤,推薦溫風(fēng)干燥機(jī)的主要規(guī)格性能如下:
型號:RGZ-36型
燃燒器型號:HVG-06型
烘烤溫度:150~800℃
風(fēng)機(jī)性能:型號SSTB-85型,風(fēng)量36m3/min,風(fēng)壓7kPa,電動功率7.5kW
烘烤曲線應(yīng)由耐火材料生產(chǎn)廠家提供參考曲線。
(12)永久層磚和脫模前烘烤時,應(yīng)在溝頂上覆蓋鋼板或瓦愣鐵保溫,工作層澆注料烘烤時,應(yīng)用專門的主溝烘烤罩覆蓋嚴(yán)密。
3、渣鐵溝砌筑
渣鐵溝為鋼結(jié)構(gòu)件,沉溝式布置。某廠4350m3高爐渣溝和鐵溝襯壁構(gòu)造渣溝坡度:直段和彎弧(變徑)段為4%,彎弧段以后為11.09%;鐵溝坡度為10.08%~12.27%。
某廠4350m3高爐的殘鐵溝呈“Z”形。
殘鐵溝的施工方法與鐵溝基本相同,施工中應(yīng)注意的是:
(1)溝底找平層厚度根據(jù)固定主溝殘鐵口的底部實際標(biāo)高決定。
(2)溝頭澆注料預(yù)制件下面的澆注層厚度應(yīng)根據(jù)前段溝底實際標(biāo)高決定。
(3)溝槽工作層炭素料搗打時可以不用模具,其斷面形狀按生產(chǎn)單位要求。
(4)殘鐵溝烘烤同渣鐵溝。
5、沖渣溝和干渣溝砌筑
某廠4350m3高爐的出鐵場的沖渣溝坡度11%,干渣溝坡7.05%~7.22%。
沖渣溝和干渣溝永久層砌磚和澆注、工作層預(yù)制件安裝或澆注施工與渣鐵溝基本相同。應(yīng)注意的是在安裝三通或四通處澆注料模具時,應(yīng)調(diào)整好各個方向的坡度。以保證澆注料面規(guī)整、坡度一致。
6、擺動流嘴砌筑
擺動流嘴是鐵水溝到混鐵車的過度設(shè)備,通過下部傾動裝置向混鐵車注入鐵水。
擺動流嘴砌筑要點如下:
(1)底部永久層隔熱磚和粘土磚砌筑從中心向兩側(cè)進(jìn)行,端圓錐與中心部位接頭處的磚要加工砌筑,圓錐部采用環(huán)砌方法,上下層環(huán)縫要相互錯開。
(2)底部永久層碳化硅磚應(yīng)進(jìn)行預(yù)加工組裝,現(xiàn)場砌筑時“對號入座”。
(3)工作層澆注料采用專用模具進(jìn)行施工。模具應(yīng)預(yù)先進(jìn)行檢查,檢查內(nèi)容包括:模具工作面棱角是否圓滑變形,模具內(nèi)空、半徑、高度和各段長度尺寸,以及校正軌道支架的標(biāo)高和平整度。
澆注料施工,脫模及烘烤與主溝基本一樣。不同的是擺動流嘴工作層澆注料使用一根25mm(長約2500mm)多孔燃燒器烘烤,不必用溫風(fēng)干燥機(jī)。
7、溝蓋板澆注
溝蓋板澆注要點如下:
(1)出鐵場主溝和渣鐵溝的溝蓋板澆注料施工視工期和現(xiàn)場實際情況,可選擇在場外施工或在出鐵場場面上施工。前者可縮短主線工期,但應(yīng)有足夠的施工平面和吊具并增加場外運(yùn)輸和維護(hù)費(fèi)用;后者可以減少倒運(yùn)和施工維護(hù)費(fèi)用,但主線工期較多,且占用場面,并要使用出鐵場行車作為吊運(yùn)和翻轉(zhuǎn)機(jī)具。
(2)溝蓋板運(yùn)至施工地點交接時,應(yīng)對其外觀尺寸和變形情況進(jìn)行檢查、驗收。
(3)澆注前,應(yīng)將溝蓋板墊平、澆注面清掃干凈、檢查錨固件的焊接質(zhì)量并制作和安裝相應(yīng)的模板和模具。
(4)溝蓋板在場外澆注時,應(yīng)根據(jù)單件重量,配備倒運(yùn)和翻轉(zhuǎn)的機(jī)具,如吊車和叉車等,并采取防雨、防潮、防曬措施。
(5)部分溝蓋板有兩個以上澆注面,應(yīng)用吊機(jī)配合翻轉(zhuǎn)施工。圓柱(或圓錐)形構(gòu)件的澆注料,一般分2~3次施工完,每次翻轉(zhuǎn)120°~180°。
(6)當(dāng)主溝溝蓋板澆注料含有鋼纖維時,應(yīng)穿戴必要的勞動保護(hù)用品,做好個人的自我保護(hù),尤為眼睛和皮膚。
8、其他部位施工
某廠4350m3高爐的出鐵場,殘鐵通過殘鐵溝直接流入擺動流嘴,故無殘鐵罐和殘鐵坑。
出鐵場平臺和風(fēng)口平臺用耐熱混凝土或耐熱砂漿按排水口位置找坡度,面層為114mm或65mm耐火粘土磚,施工比較簡單,重點是控制坡度和表面平整度。
事故槽槽斗支設(shè)模板控制厚度澆注,流槽呈圓柱形,分段在地面分2~3次澆注完成。
風(fēng)口平臺下,主溝上面的吸風(fēng)梁隔熱層應(yīng)盡量爭取在地面上預(yù)先澆注后吊裝;否則,只能是安裝后進(jìn)行噴涂施工。
上一篇:2月初鈍化鎂粉價格上行 下一篇:循環(huán)流化床鍋爐的工作過程及特點
TAG標(biāo)簽:
耐火磚
河南耐火磚
高鋁磚
剛玉磚
耐火磚價格
河南耐火材料廠

合脫氧劑")



爐用紅柱石磚")
系我們")
執(zhí)照資質(zhì)")




